
อนุกรม GST การแยกและเครื่องมือการลาก
บทความ ชุด ของ จีST (GSTC) ครอบ คลุม เรื่อง ผล ผลิต ชุด GSTS (GSTS) ซึ่ง ผลิต โดย การ โม่ อย่าง แม่นยํา และ มี ความ ถูก ต้อง แม่นยํา ใน ด้าน มิติ และ คุณภาพ พื้น ผิว. เมื่อ เทียบ กับ ผู้ ถือ เครื่อง มือ หลาก หลาย เครื่อง มือ พวก เขา เหมาะ เป็น พิเศษ ที่ จะ แยก ชิ้น ส่วน เล็ก ๆ ออก จาก กัน.

- Feature
- Application
- Application case
แก้ไขโครงการหลัก…
 |
GSTC/S–การ จาก ไป และ การ ขุด หา ส่วน เล็ก ๆ
● คมขอบ, ออกแบบมุมขนาดใหญ่, แสงและตัดอย่างรวดเร็ว, การตรวจสอบคุณภาพพื้นผิวของชิ้นส่วนจักร; ● ตัดขอบคม; ● มุม ที่ ติด ตั้ง ไว้ เฉพาะ สําหรับ การ ติด ตั้ง เครื่อง มือ ที่ มั่นคง. |
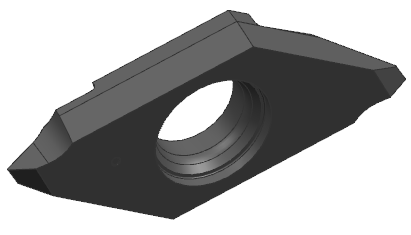 |
เธรดย่อยของ GSTT
● คม, ออกแบบมุมด้านหน้าขนาดใหญ่ ตัดแสง, แน่ใจว่าคุณภาพพื้นผิวของชิ้นส่วนเครื่องจักร; ไม่มีความกว้างและการออกแบบส่วนโค้งขนาดเล็กสําหรับการหยาบดีขึ้น • ใส่ ด้ายธรรมดาขนาด 55 ออนซ์ และ 60 มิลลิเมตร สําหรับการเปลี่ยนเส้นด้ายของชิ้นส่วนขนาดเล็ก |
แนะนําระดับปริญญาตรี
เกรดพิเศษสําหรับชิ้นส่วนเล็ก ๆ, เคลือบเหล็ก, เหล็กสแตนเลส, และวัสดุอื่น ๆ
PVD: GAT7115 GAT7125
คุณสมบัติของ Shank
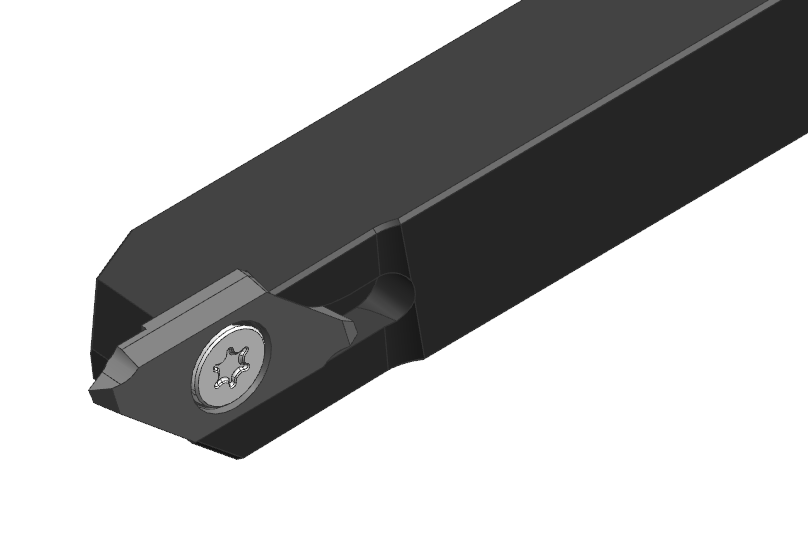 |
ST-partsing, diving และ floveing สําหรับชิ้นส่วนขนาดเล็ก
• จับคู่มาตรฐาน GST และ GST-RS (แทนการวางแผง); ● สี่เหลี่ยมเครื่องมือที่ตรงกับ 10/12/16 สามชนิด; |
เบลด:
แบบ GSTT ค่าที่แนะนําสําหรับจํานวนการกระทู้ของเธรดและแหล่งป้อนแบบเรแนล
| Theadชนิด | หมุน & 90 | รหัสลําดับ | โหนซ รัศมี RRE) |
ลดความลึก (ม.) |
รวม
ผ่าน |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| อืม | ||||||||||||||||
| ด้ายเมตริก | เธรดภายนอก | 0. 20 มม. | GSTT 3R/L A/B6000 | ค่ามากที่สุด 0.05 แบน |
0. 15 | 4 | 0.06 | 0. 4 | 0.03 | 0.02 | ||||||
| 0. 0 ล้าน | 0.19 | 4 | 0.07 | 0.06 | 0. 4 | 0.02 | ||||||||||
| 0.30 ม. ม. | 0.23 | 4 | 0.008 | 0.07 | 0.06 | 0.02 | ||||||||||
| 0.35 ม. | 0.27 | 5 | 0.008 | 0.07 | 0.06 | 0. 4 | 0.02 | |||||||||
| 0. 40 ม. m | 0.30 | 5 | 0. 10 | 0.008 | 0.06 | 0. 4 | 0.02 | |||||||||
| 0. 45 ม. | 0.34 | 6 | 0. 10 | 0.008 | 0.06 | 0. 4 | 0. 4 | 0.02 | ||||||||
| 0. 50 ม. m | GSTT 3R/L A/B6000 | 0.38 | 6 | 0. 10 | 0. 10 | 0.07 | 0.05 | 0. 4 | 0.02 | |||||||
| GSTT 3R/L A/B60005 | 0.05 | 0.33 | 5 | 0. 10 | 0. 10 | 0.07 | 0. 4 | 0.02 | ||||||||
| 0.60 มม. | GSTT 3R/L A/B6000 | ค่ามากที่สุด 0.05 แบน |
0.45 | 7 | 0. 10 | 0. 10 | 0.008 | 0.06 | 0.05 | 0. 4 | 0.02 | |||||
| GSTT 3R/L A/B60005 | 0.05 | 0.40 | 6 | 0. 10 | 0. 10 | 0.008 | 0.06 | 0. 4 | 0.02 | |||||||
| 0. 70 ม. m | GSTT 3R/L A/B60005 | 0.05 | 0.48 | 6 | 0. 10 | 0. 10 | 0. 10 | 0. 10 | 0.06 | 0.02 | ||||||
| 0. 75 มม. | 0.05 | 0.52 | 7 | 0. 10 | 0. 10 | 0. 10 | 0.008 | 0.07 | 0.05 | 0.02 | ||||||
| 0. 80 ม. | 0.05 | 0.56 | 7 | 0. 10 | 0. 10 | 0. 10 | 0. 10 | 0.008 | 0.06 | 0.02 | ||||||
| 1.00 ม. | GSTT 3R/L A/B60005 GSTT 3R/L N6001 |
0.05 | 0.71 | 8 | 0. 15 | 0. 15 | 0. 12 | 0. 10 | 0.008 | 0.06 | 0.03 | 0.02 | ||||
| 0. 10 | 0.66 | 7 | 0. 18 | 0. 15 | 0. 12 | 0. 10 | 0.06 | 0.03 | 0.02 | |||||||
| 1. 25 มม. | 0.05 | 0.90 | 9 | 0. 20 | 0. 18 | 0.13 | 0. 10 | 0. 10 | 0.07 | 0.05 | 0.05 | 0.02 | ||||
| 0. 10 | 0.85 | 8 | 0. 20 | 0. 18 | 0.13 | 0. 10 | 0. 10 | 0.07 | 0.05 | 0.02 | ||||||
| 1. 50 ม. | GSTT 3R/L N6001 | 0. 10 | 1.04 | 10 | 0. 20 | 0. 18 | 0.14 | 0. 12 | 0. 10 | 0. 10 | 0.008 | 0.05 | 0.05 | 0.02 | ||
แบบ GSTT แนะนําการลดความเร็ว
| มาตรฐาน | วัสดุงาน | ความหนา (HB) | วินาทีมวล | คะแนน | ความเร็วคงที่ Vc( m/min) |
| ขนาด P | เหล็ก | ○300 | แบบ GST | AT7115 | 120( 60- 180) |
| GAT7125 | 90(40-150). | ||||
| M | ไม่มีคราบ | ○300 | แบบ GST | AT7115 | 100( 60-150) |
| GAT7125 | 80(40-130). |
กSTC/Sตัดพารามิเตอร์และค่าที่แนะนํา
| มาตรฐาน | วัสดุงาน | ความหนา:(เอชบี) | วินาทีมวล | คะแนน | ความเร็ว Vc( นาที/ นาที) | กําลังอ่านแหล่งป้อน
f1(mm/ Rev) |
| ขนาด P | เหล็ก | ○300 | แบบ GSTC | AT7115 | 120( 60- 180) | 0.02 (0.01-0.03) |
| GAT7125 | 90(40-150). | |||||
| แบบ GSTS | AT7115 | 120( 60- 180) | 0.02 (0.01-0.03) | |||
| GAT7125 | 90(40-150). | |||||
| M | ไม่มีคราบ | ○300 | แบบ GSTC | AT7115 | 100( 60-150) | 0.015 (0.01-0.02) |
| GAT7125 | 80(40-130). | |||||
| แบบ GSTS | AT7115 | 100( 60-150) | 0.015 (0.01-0.02) | |||
| GAT7125 | 80(40-130). |
ขนาดของเครื่องมือ:
ผู้ถือเครื่องมือเต็มรูปแบบ รวมถึงผู้ถือเครื่องมือภายนอก และผู้ถือเครื่องมือกลับ
| Nโอ | อนุกรมแท่ง | ประเภท Machining | ภาพไอคอน | บันทึกย่อ |
| 1 | กขนาด ST | การคิดเลขภายนอก |  |
 |
| 2 | กST-RS | การคิดเลขภายนอก | 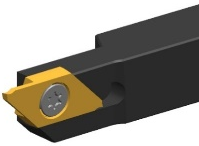 |
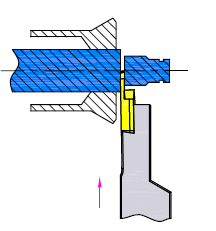 |
กSTC แทรกตัวพิมพ์เล็ก- ใหญ่(เข็มหมุด)
| การกําหนด | GSTC4R2200N-U |  |
| ขนาด | GAT7125 | |
| เนื้อหา | 20 ค.ศ. | |
| ความเร็วการตัด | 69m/min | |
| อัตราการป้อนข้อมูล | 0.03 ม. ม. |  |
| ความลึกการตัด | 3.0 ม. | |
| วิธีการเย็น | การระบายน้ํา / ความเย็นภายนอก | |
| วิธีการตัด | การ กรีด ร้อง ภาย นอก |
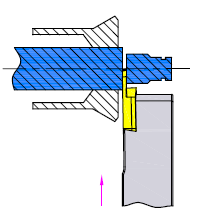
กSTT แทรกตัวพิมพ์เล็ก- ใหญ่(หลอด)
| การกําหนด | GST3RN6001 | 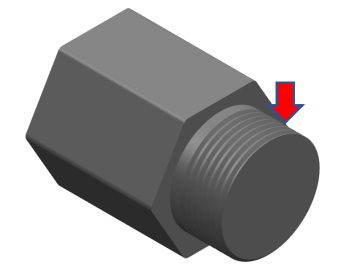 |
| ขนาด | AT7115 | |
| เนื้อหา | เหล็ก 20 แท่ง | |
| ความเร็วการตัด | 48m/min | |
| อัตราการป้อนข้อมูล | 1.5 ม. ม. |  |
| ความลึกการตัด | 1.04 ม. | |
| วิธีการเย็น | การระบายน้ํา / ความเย็นภายนอก | |
| วิธีการตัด | เธรดภายนอก |