
อนุกรม GT และการแยกส่วนและเครื่องมือการลาก
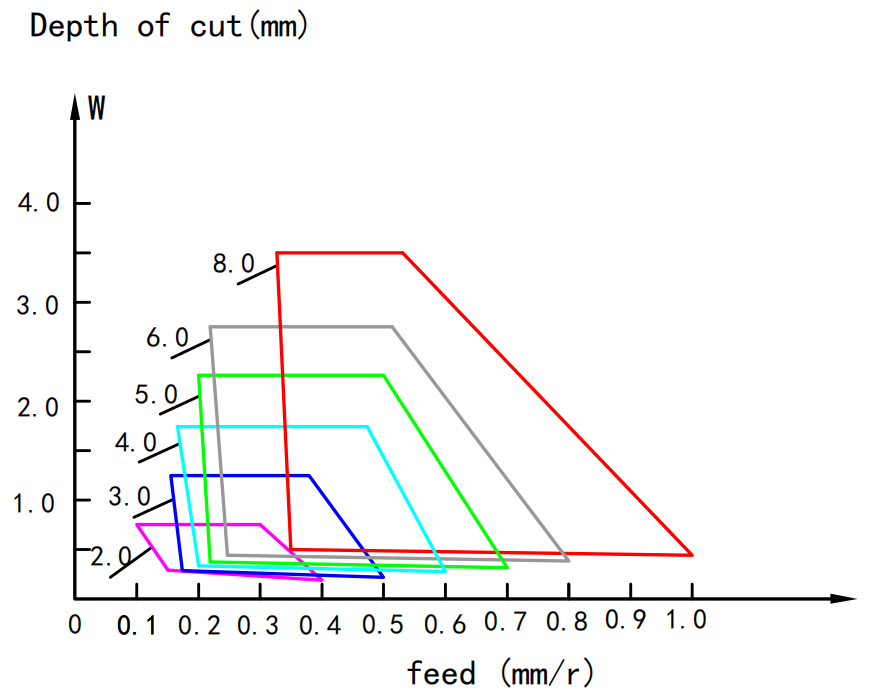
GT ซีรีส์ครอบคลุม FC, MC, RC, FG, MG, FT, MT, Or และ MR ภูมิศาสตร์ เครื่อง มือ ที่ ใช้ ใน การ จัด การ กับ เครื่อง มือ ที่ สมบูรณ์ แบบ สามารถ ทํา ให้ การ แยก ส่วน, การ หด ตัว, การ เปลี่ยน แปลง, และ การ เปลี่ยน โปรไฟล์ มา ชิง; และ ด้วย เกรด หลาย ๆ ครั้ง พวก เขา สามารถ บรรลุ ความ ต้องการ ของ วัสดุ ที่ ทํา ให้ ติด ตัว ได้ เช่น เหล็ก กล้า, เหล็ก สเตนเลส, เหล็ก หล่อ, และ อัล เท อร์ ลอย.

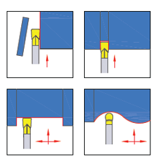
- Feature
- Application
- Application case
แทรกคุณลักษณะ
 |
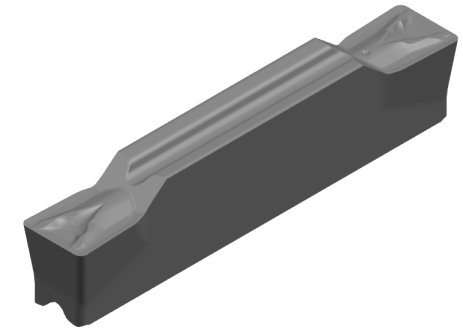
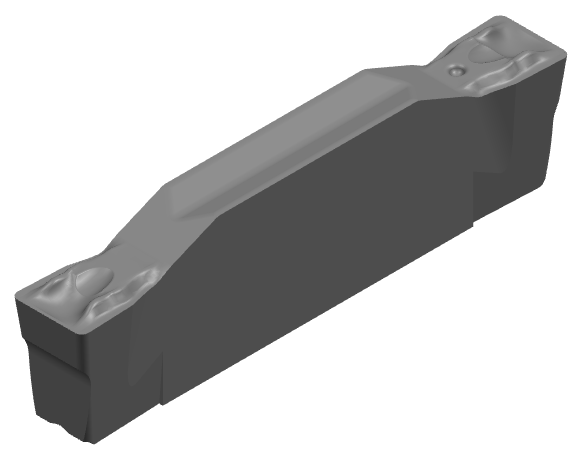
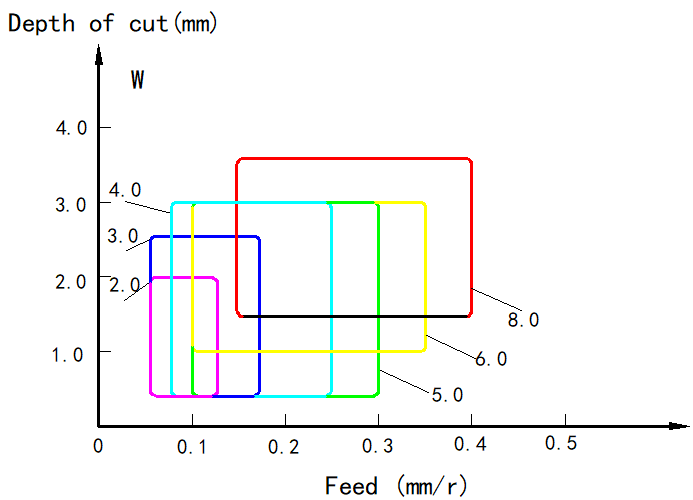
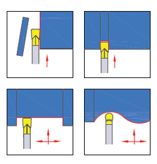
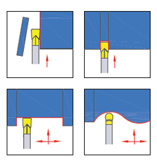
การเปิดรับข้อมูลแบบ FT- Low
●การออกแบบความเอียงแบบขอบจงรักษาความคมชัดของริมที่คมชัด เหมาะกับการประมวลผลแบบหมุน Axial ●การออกแบบแขนจับและหักชิป สามารถจัดการกับการบิดตัวของแรงหมุน ชิปควบคุมที่มีประสิทธิภาพ ม้วนและไหลไปในทิศทาง ●แปรงทาสี รับประกันความคมชัดของขอบ |
 |
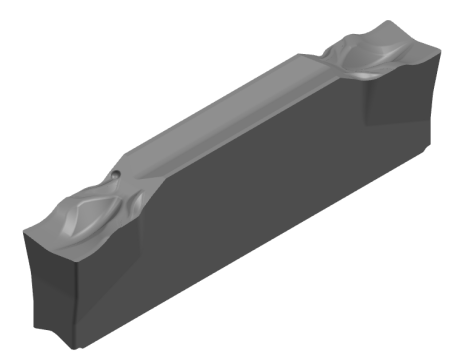
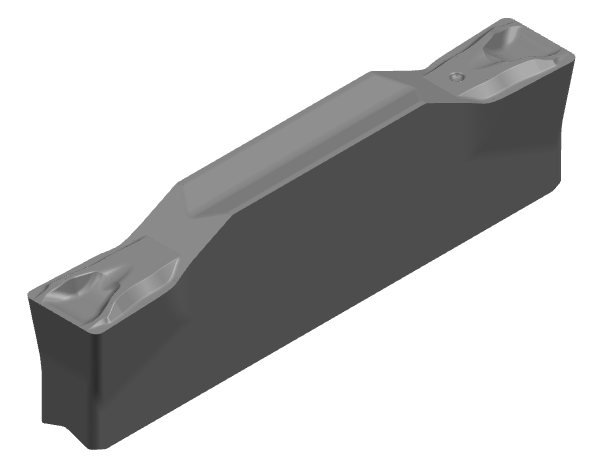
เอ็มที ปานกลาง
●ความกว้างขอบและขอบเล็กจงรักษาความแข็งแรงของขอบและคมของขอบ เหมาะกับกระบวนการเปลี่ยนแกน ●มุมกระดอนขนาดใหญ่ โดยมีการออกแบบความกว้างตัด. รับ ประกัน ความ แข็ง แรง ของ ขอบ และ ลด แรง ชิป ●ออกแบบตัวตัดชิป การม้วนชิปควบคุมอย่างมีประสิทธิภาพ |
 |
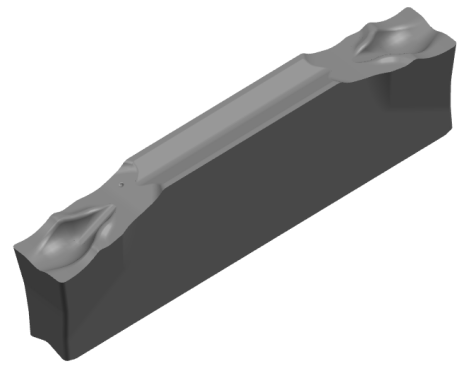
การป้อนข้อมูลแบบ FC- Low
●แปรงทาสีสร้างขอบคม ●กระเป๋าชิป 3 มิติ รับประกันได้ว่า จะห่อชิปที่ดี และเอาผลกระทบออกไป ●ออกแบบขอบตัดรูป Vดีสําหรับการม้วนชิปที่เหมาะสมสําหรับการกินอาหารต่ํา |
 |
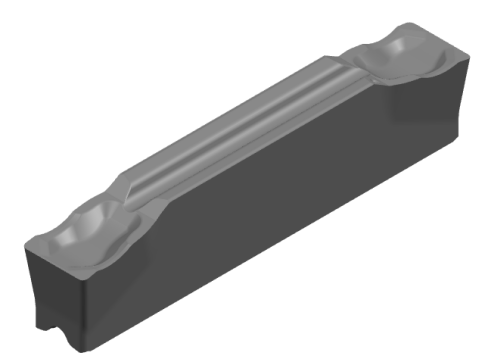
การป้อนข้อมูลแบบ MC แบบปานกลาง
●หน้าใส. ปรับพื้นดินขอบเพื่อความคมชัดและเพิ่มความคมชัดในเวลาเดียวกัน ●ขอบตัดแบบ C. รักษาความคมชัดของขอบที่เหมาะกับการตัดอาหารปานกลาง ●ไล่ระดับสีในแนวตาราง. ชิปคอนโทรลถูกม้วนเป็นเกลียว |
 |
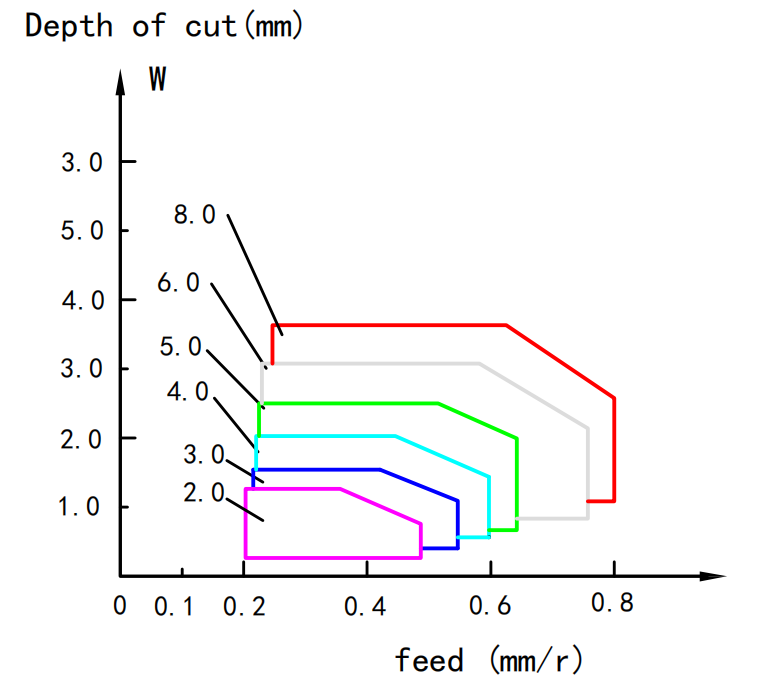
แหล่งป้อน RC- High – เข้าร่วม
●Champfer สําหรับการตัดมุมผมพิสูจน์การแทรกความแข็งแรงขอบและเครื่องมือชีวิตเพื่อตอบสนองการบริโภคสูงและการประมวลผลการรบกวน; ●ออกแบบตัวตัดชิป. เพื่อควบคุมการม้วนเกลียวของแผ่นเกลียว ●มุมกระดอนขนาดใหญ่ โดยมีการออกแบบความกว้างตัด. รับ ประกัน ความ แข็ง แรง ของ ขอบ และ ลด แรง ชิป |
 |
FG- light foot – diving
● ตั้งค่ากระเป๋าชิป tailer ในตรงกลางของขอบในการที่จะทําให้ห้องพักที่จะปล่อยชิป ที่สันเขาด้านหน้า ● สันเขาเป็นมุมที่ตัด เพื่อควบคุมทิศทางการปล่อยชิป ● การออกแบบการตัดความกว้าง ยกระดับความแข็งแรง |
 |
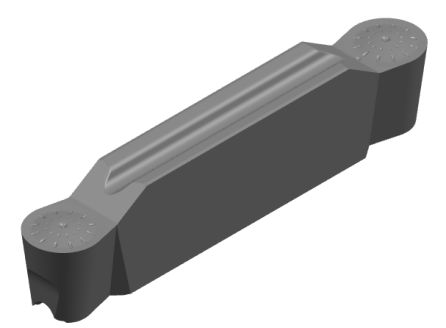
แหล่งป้อน MG- ปานกลาง – การขยายสัญญาณ
●ลบเศษ การหักชิปม้วนกระดาษ. ตรวจสอบการควบคุมที่ดีสําหรับเกลียวชิป; ●การออกแบบชิปทําลายเพื่อควบคุมการม้วนเกลียวของแผ่นเกลียว ●มุมโค้งขนาดใหญ่ ไม่มีหรือความกว้างขนาดเล็ก. รักษาความคมชัดของขอบและลดความแรงชิป |
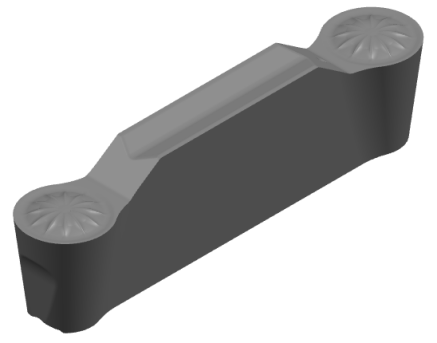 |
ป้อนข้อมูล MR- ปานกลาง – การประมวลผล
● การออกแบบขอบโค้งปรับปรุงความแข็งแรงของขอบและเพิ่มความเรียบของการตัด; ● การตัดแขนแบบยาวๆ ทําให้เกิดการหักชิปที่ดี |
 |
ป้อนข้อมูล or-Prescision – position
● ออกแบบขอบคมเพื่อประกันคุณภาพการทํางานผิวที่ดี ● การ ล้าง มือ ด้วย น้ํา ร้อน |
แนะนําระดับปริญญาตรี
เกรดเคลือบหลายชั้น ครอบคลุมความต้องการการประมวลผลของวัสดุ เช่น เหล็กกล้า, เหล็กสเตนเลส, เหล็กหล่อ และสารสนธยาสูง ฯลฯ
PVD:GST7135 GAT7125 GST7115
CVD:GM1230 GK1115
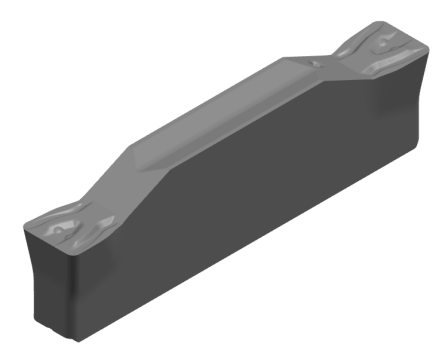
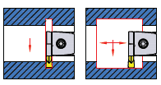
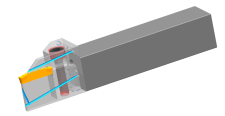
คุณสมบัติตัวถือเครื่องมือ
ตําแหน่งของแผนภาพร่อง เลื่อนบิตไปทางซ้ายและขวา จํากัดการลากเมาส์ซ้ายและขวา |
●เสถียรภาพ:
พื้นฐานจากการวางรูปตัววี ผนวกเข้ากับการออกแบบส่วนเอียงและชานชาลาที่ปลายทั้งสอง นอก จาก นั้น โดย การ ใช้ แรง ที่ มี การ แจก จ่าย ไป พื้น ที่ ของ ใบ มีด นั้น ใหญ่ กว่า และ ทํา ให้ ความ เสี่ยง ต่อ การ บาด เจ็บ ของ ใบ มีด ลด ลง และ ปรับ ปรุง ความ มั่นคง ของ ใบ มีด. |
แทรก:
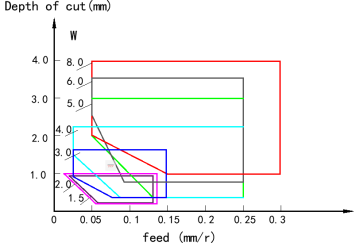
| เรขาคณิต | แหล่งป้อน Radial | เพิ่มข้อมูล |
| ขนาด FT |  |
 |
| แบบ MT | 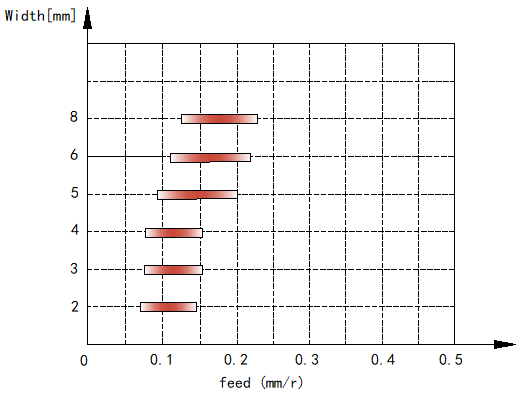 |
 |
| FC | 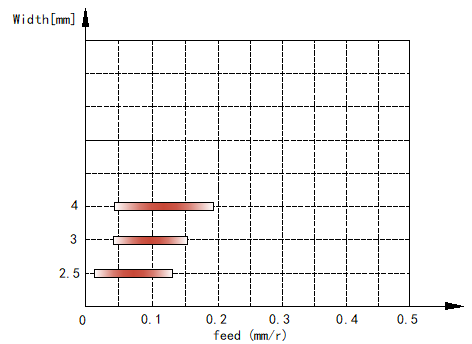 |
|
| ขนาด MC | 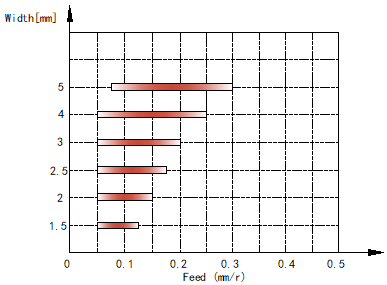 |
|
| อาร์ซี | 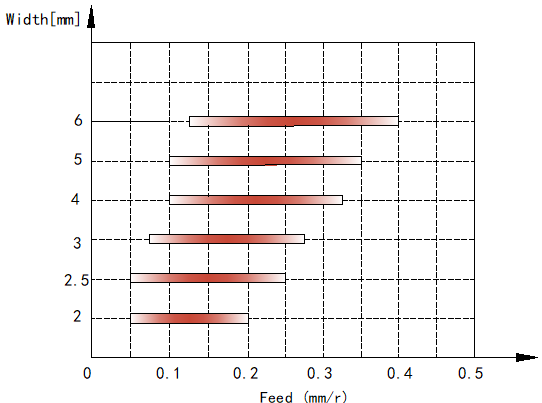 |
|
| ขนาด FG | 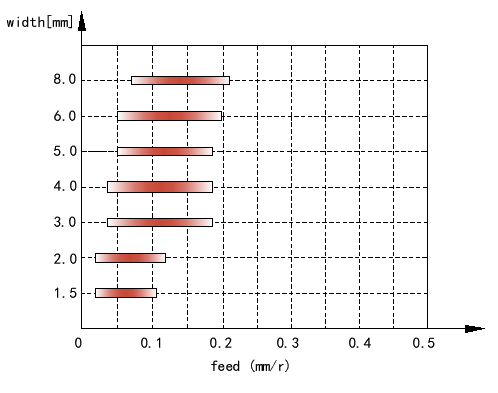 |
 |
| ขนาด MG | 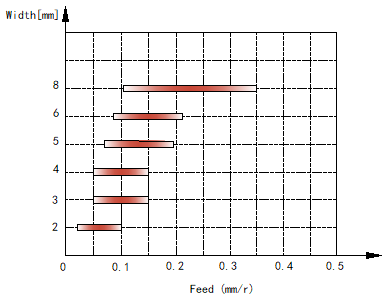 |
 |
| คุณ | 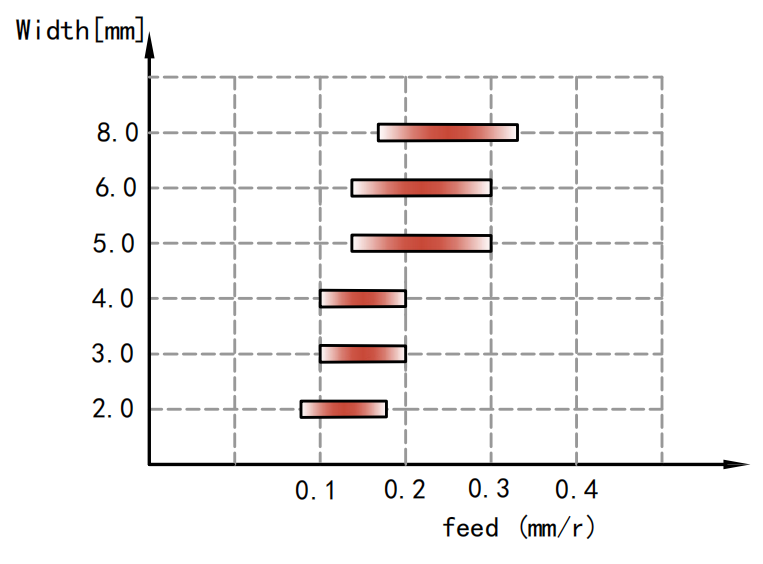 |
 |
| หรือ | 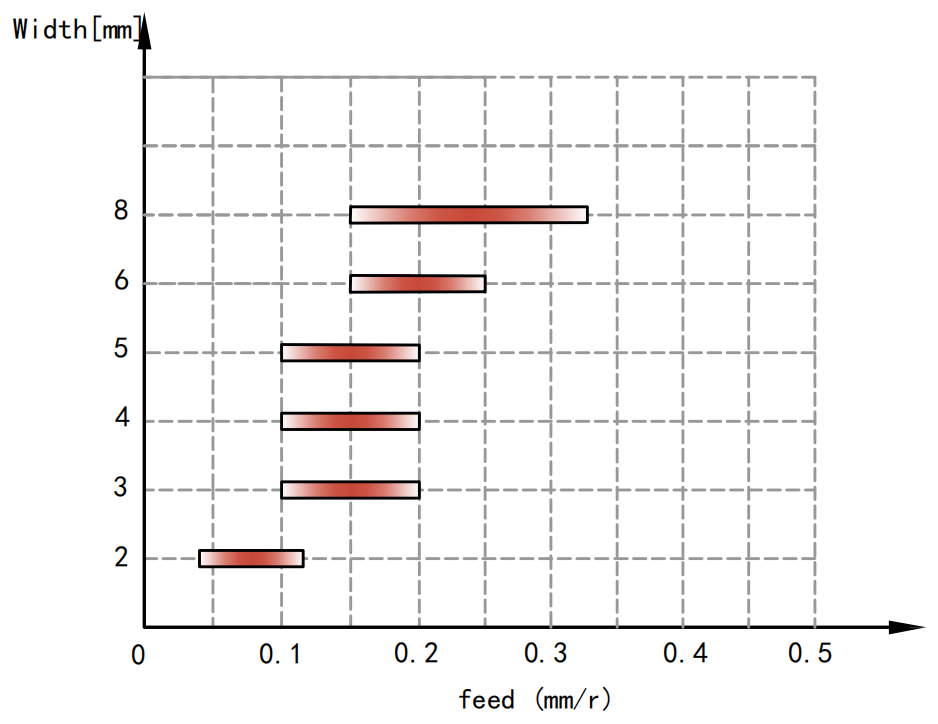 |
 |
ตัวถือเครื่องมือ:
ผู้ ถือ เครื่อง มือ มี ชนิด และ ลักษณะ เฉพาะ ต่าง ๆ ครบ ถ้วน ครอบ คลุม ขอบ เขต กว้าง และ สามารถ สนอง ความ จําเป็น ใน การ ปรับ ตัว เข้า กับ วง โคจร ชั้น นอก, รู ภาย ใน, และ ใบ หน้า. เราสามารถจัดเครื่องจับเครื่องมือที่ประกอบไปด้วยเครื่องเดินได้ จับคู่กับเครื่องทําความเย็นระดับบนสุด
| ตัวเลข | อนุกรมเครื่องมือ | ประมวลผลประเภท | แผนภูมิ | ทําเครื่องหมายใหม่ |
| 1 | จีทีที | ภายนอก | 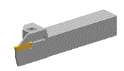 |
 |
| 2 | แบบ GTI | ภายใน |  |
 |
| 3 | แบบ GTF | หันหน้าเข้าหา | 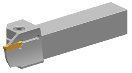 |
  |
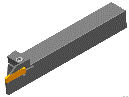
| 4 | แบบ GTFP | หันหน้าเข้าหา | 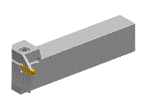 |
  |
| 5 | GTE*-S | ภายนอก
(ใช้เพื่อ ความแม่นยําของ CNC อัตโนมัติ |
 |
 |
| 6 | เทา*- C | ภายนอก
(อากาศเย็น) |
 |
 |
GTD- foot-cutting case (flangle)
| แทรก | แบบ GTD0000F040-face |
 |
| ระดับ | GST7115 | |
| เนื้อหา | INCONL718( 20) | |
| ความเร็ว | 25m/min | |
| ป้อน | 0.06 มม. | 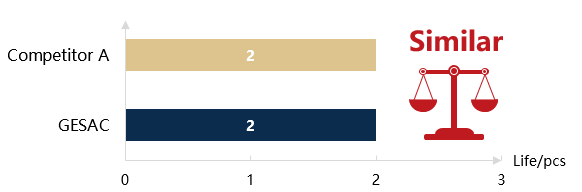 |
| ความลึก | 4 มม. | |
| ทําความเย็น | การ ระบาย น้ํา | |
| ประเภท Machining | การแยกภายนอก |
GTD- MT- cunching case (incorder) ตัวถ่วง
| แทรก | ขนาด GTD0000F040-MT | 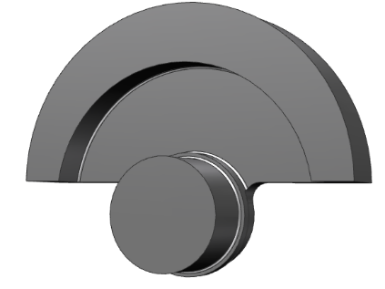 |
| ระดับ | GST7135 | |
| เนื้อหา | GCR15 (HRC18- 20) | |
| ความเร็ว | 94 มม. | |
| ป้อน | 0.05 มม. | 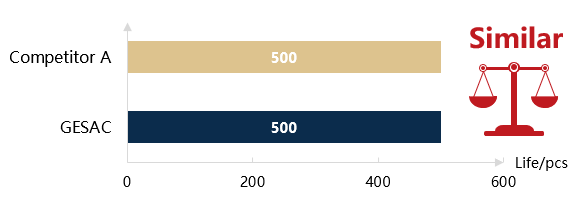 |
| ความลึก | 3.1 ม. | |
| ทําความเย็น | การ ระบาย น้ํา | |
| ประเภท Machining | หันหน้าเข้าหา |
GTD- FC เพื่อประมวลผลตัวพิมพ์เล็ก (ตัวพิมพ์เล็ก) ปั๊ม)
| แทรก | GTD200C020-FC | 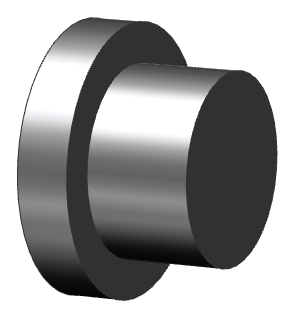 |
| ระดับ | GST7135 | |
| เนื้อหา | 12 ค.ศ. ฉัน | |
| ความเร็ว | 150 มม. | |
| ป้อน | 0.02 มม. | 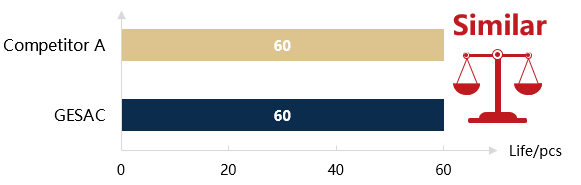 |
| ความลึก | 2 มม. | |
| ทําความเย็น | การ ระบาย น้ํา | |
| ประเภท Machining | การแยก |
GTD- MC ประมวลผลตัวพิมพ์เล็ก (ตัวพิมพ์เล็ก) ความเร็ว)
| แทรก | GTD200C020R06-MC | 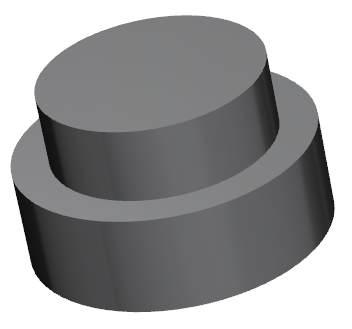 |
| ระดับ | GST7135 | |
| เนื้อหา | เหล็ก 12L14 | |
| ความเร็ว | 150 มม. | |
| ป้อน | 0.12 มม. | 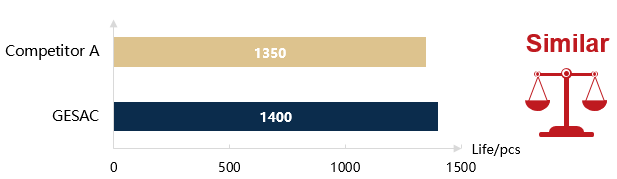 |
| ความลึก | 8 มม. | |
| ทําความเย็น | การ ระบาย น้ํา | |
| ประเภท Machining | การแยก |
GTD- arcording character character (in การประมวลผลของ GTD) ฟแลง)
| แทรก | ขนาด GTD300E030- RC | 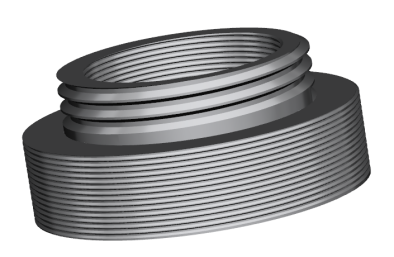 |
| ระดับ | GST7135 | |
| เนื้อหา | 40 ซีซี | |
| ความเร็ว | 24m/min | |
| ป้อน | 0.12 มม. |  |
| ความลึก | 12 มม. | |
| ทําความเย็น | การ ระบาย น้ํา | |
| ประเภท Machining | การแยก |
GTD- FG – ประมวลผลกรณี (ป้องกันความร้อน)
| แทรก | GTD300E040- FG |  |
| ระดับ | GST7135 | |
| เนื้อหา | GH4169(HBS346). | |
| ความเร็ว | 39m/min | |
| ป้อน | 0.075 มม. |  |
| ความลึก | 10 มม. | |
| ทําความเย็น | การ ระบาย น้ํา | |
| ประเภท Machining | การไล่สี |
GTD- MG- cunching case (in การประมวลผล) แท่งวอลฟ์)
| แทรก | ขนาด GTD300E030-MG |  |
| ระดับ | GST7135 | |
| เนื้อหา | SCM425H | |
| ความเร็ว | 88 นาที/ นาที | |
| ป้อน | 0.15 มม. |  |
| ความลึก | 5.7 มม. | |
| ทําความเย็น | การ ระบาย น้ํา | |
| ประเภท Machining | การ เปลี่ยน แปลง |
GTD- Ocutting character (แผ่นข้าว)
| แทรก | GTD00F2200-OR |  |
| ระดับ | GST7115 | |
| เนื้อหา | GH4097 (HRC38-45) | |
| ความเร็ว | 32m/min | |
| ป้อน | 0.1 มม. |  |
| ความลึก | 0.2 ม.ค. | |
| ทําความเย็น | ความเย็นจากน้ํา | |
| ประเภท Machining | หันหน้าเข้าหา |
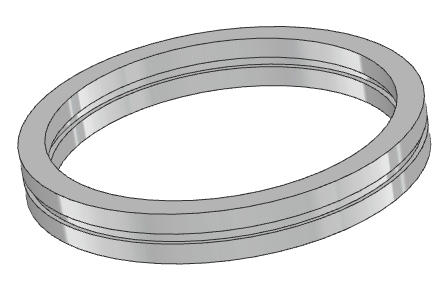
GTD-MR-cutting case (Pulley)
| แทรก | GTD00F2200-MR |  |
| ระดับ | GK1115 | |
| เนื้อหา | 10# (HB60-80) | |
| ความเร็ว | 305 นาที/ นาที | |
| ป้อน | 0.14 มม. | 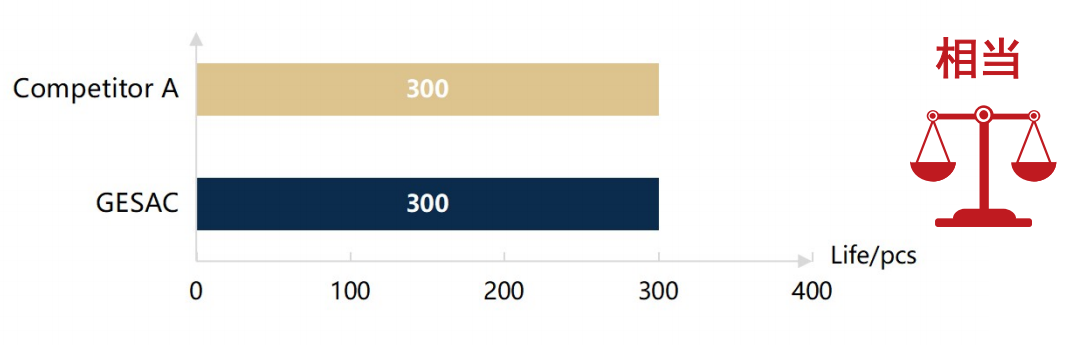 |
| ความลึก | 17 มม. | |
| ทําความเย็น | ความเย็นจากน้ํา | |
| ประเภท Machining | หันหน้าเข้าหา |